
รับใบเสนอราคา

+86-18862679789


admin@evertopest.com

ประสิทธิภาพการอัดขึ้นรูปแตกต่างกันตามทิศทางการหมุนที่แตกต่างกันหรือไม่?
ในการประมวลผลการผสมวัสดุ ประสิทธิภาพของเครื่องอัดรีดแบบสกรูคู่จะกำหนดผลการผสมวัสดุ ประสิทธิภาพการผลิต และคุณภาพของผลิตภัณฑ์ขั้นสุดท้ายโดยตรง ตามทิศทางของการหมุนของสกรู เครื่องอัดรีดแบบสกรูคู่จะถูกแบ่งออกเป็นเครื่องอัดรีดแบบสกรูคู่แบบหมุนร่วมและเครื่องอัดรีดแบบสกรูคู่แบบหมุนสวนทาง และความแตกต่างที่สำคัญระหว่างทั้งสองนั้นอยู่ที่ทิศทางของการหมุนของสกรู สิ่งที่ดูเหมือนจะเป็นเพียงความแตกต่างในทิศทางการหมุนส่งผลให้เกิดความแตกต่างอย่างมีนัยสำคัญระหว่างทั้งสองในลักษณะการประมวลผล ความสามารถในการผสม และความเข้ากันได้ของผลิตภัณฑ์
ความแตกต่างที่สำคัญระหว่างสกรูคู่หมุนร่วมและสกรูคู่หมุนทวนอยู่ที่กระบวนการโต้ตอบของสกรู:
• เมื่อสองเกลียวของสกรูคู่หมุนร่วมดันวัสดุ แรงขับของพวกมันจะทับซ้อนกัน
• เมื่อเส้นเกลียวทั้งสองเส้นของวัสดุดันสกรูคู่หมุนทวน แรงขับของทั้งสองเส้นจะหักล้างกัน
สิ่งนี้จะกำหนดหลักการทำงานพื้นฐานและลักษณะการทำงานของสกรูคู่แบบหมุนร่วมและหมุนสวนทาง
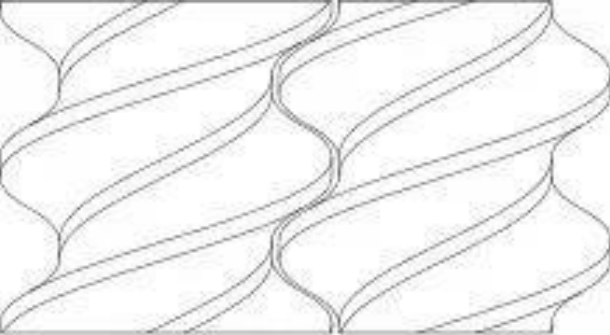
รูปที่ 4 ความพอดีของสกรูคู่แบบหมุนร่วม
โหมดการจับคู่ของสกรูคู่ที่หมุนร่วมจะแสดงในรูปที่ 4 สกรูสองตัวของสกรูคู่ที่หมุนร่วมจะหมุนไปในทิศทางเดียวกัน และเกลียวของสกรูทั้งสองจะอยู่ทางขวา การกำหนดทิศทางการลำเลียงวัสดุจะเหมือนกับการกำหนดทิศทางของสกรูตัวเดียว
โหมดการผสมพันธุ์ของสกรูคู่หมุนสวนทางจะแสดงในรูปที่ 5 สกรูสองตัวของสกรูคู่หมุนสวนทางจะหมุนไปในทิศทางตรงกันข้าม และเกลียวของสกรูทั้งสองตัวจะหมุนไปในทิศทางตรงกันข้าม สกรูสองตัวหมุนออกด้านนอก นั่นคือตามทิศทางการอัดขึ้นรูป ด้านขวาคือสกรูด้านซ้ายซึ่งหมุนตามเข็มนาฬิกา และด้านซ้ายคือสกรูด้านขวาซึ่งหมุนทวนเข็มนาฬิกา
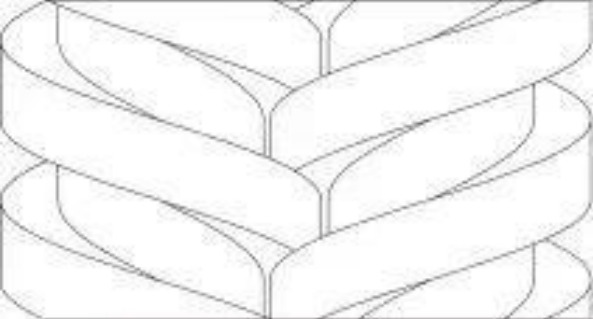
รูปที่ 5 การสวมสกรูคู่แบบหมุนสวนทาง
การวิเคราะห์ผลการทดลองจำลอง
สนามทางกายภาพ
1
สนามความดัน
ดังที่เห็นจากแผนที่เมฆความกดอากาศ (รูปที่ 6) และกราฟความแปรผันของความดัน (รูปที่ 7) :
ในกระบวนการอัดรีดแบบสกรูคู่แบบหมุนร่วม ความดันในช่องการไหลจะผันผวน จากโครงสร้างภายหลังการสวมสกรูคู่แบบหมุนร่วม (รูปที่ 4) พบว่าแรงดันผันผวนขึ้นลงตามตำแหน่งของสันสกรู เนื่องจากสันสกรูเป็นส่วนที่ยื่นออกมาสูงของพื้นผิวสกรู และวัสดุที่อัดขึ้นรูปจะต้องได้รับแรงอัดรีดและแรงเฉือนที่แข็งแกร่งเมื่อผ่านสันสกรู ดังนั้น ความดันจึงมักจะค่อนข้างสูงที่ตำแหน่งของสันสกรู
ในการอัดรีดแบบสกรูคู่แบบหมุนสวนทาง แรงดันในตัวรันเนอร์จะเพิ่มขึ้นก่อนแล้วจึงลดลงตามทิศทางการอัดขึ้นรูป และแรงดันสูงเฉพาะที่จะเกิดขึ้นที่ตำแหน่งตรงกลาง จากโครงสร้างของสกรูคู่หมุนทวน (รูปที่ 5) พบว่ามีแรงดันสูงเฉพาะจุดเกิดขึ้นที่จุดประกบตามแนวกึ่งกลางของทิศทางการอัดขึ้นรูป เนื่องจากสกรูสองตัวหมุนไปในทิศทางตรงกันข้าม และการไหลของวัสดุไม่สม่ำเสมอหรือถูกบล็อกในระหว่างกระบวนการอัดขึ้นรูป ซึ่งจะสะสมที่ตำแหน่งตรงกลาง จากนั้นจะสร้างแรงดันสูงเฉพาะที่ในช่อง
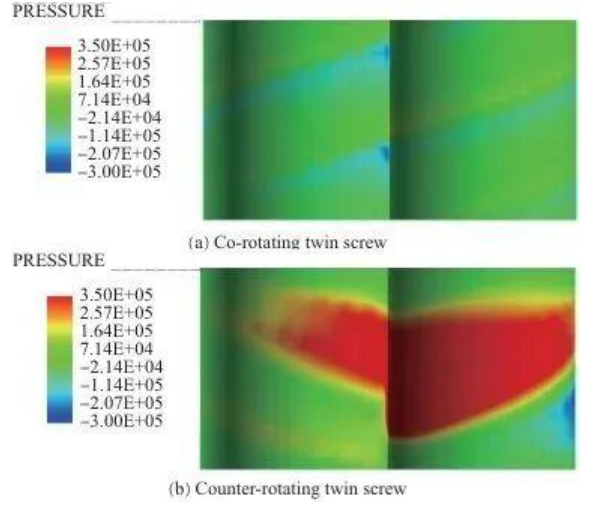
รูปที่ 6 แผนภาพเมฆแรงดันในตัวรันเนอร์ระหว่างกระบวนการอัดขึ้นรูป
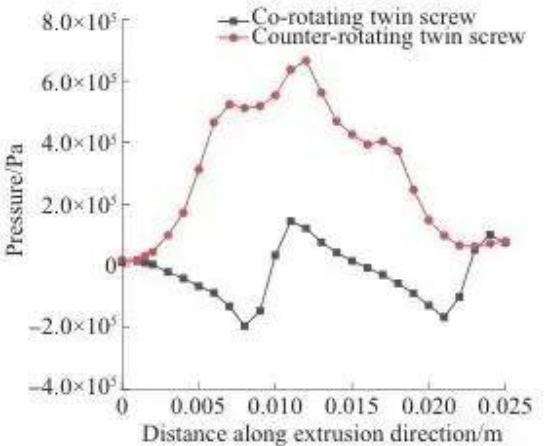
รูปที่ 7 เส้นโค้งการเปลี่ยนแปลงความดัน
2
สนามอัตราการเฉือน
เท่าที่เห็นจากเมฆอัตราเฉือน (รูปที่ 8) และกราฟความแปรผันของอัตราเฉือน (รูปที่ 9) :
ในการอัดรีดสกรูคู่แบบหมุนร่วมและการอัดรีดสกรูคู่แบบหมุนสวนทาง อัตราแรงเฉือนจะสูงกว่าที่สันสกรูและลดลงที่ร่องสกรู สาเหตุของปรากฏการณ์นี้คือวัสดุไหลเร็วขึ้นในช่องว่างแคบ และช่องว่างระหว่างสันสกรูและผนังด้านในของกระบอกมีขนาดเล็กลง ดังนั้นอัตราแรงเฉือนจึงสูงขึ้น ในขณะที่ช่องว่างระหว่างร่องสกรูและผนังด้านในของกระบอกมีขนาดใหญ่ขึ้น ดังนั้นอัตราแรงเฉือนจึงต่ำกว่า
อัตราเฉือนสูงเฉพาะที่ในสกรูคู่หมุนทวนมีสาเหตุมาจากการรั่วซึม
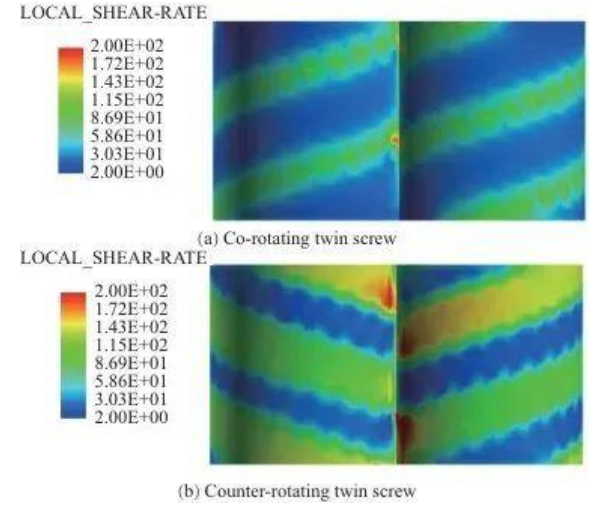
รูปที่ 8 เมฆของอัตราเฉือนระหว่างการอัดขึ้นรูป
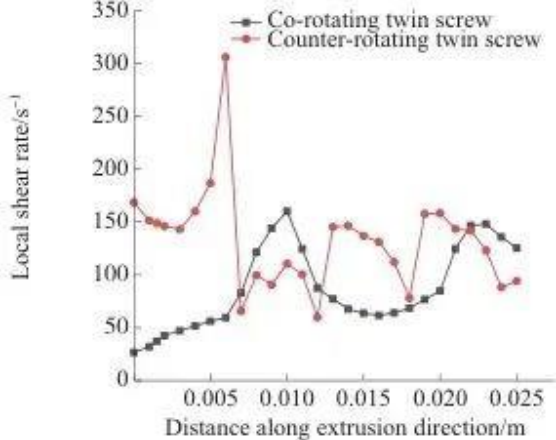
รูปที่ 9 เส้นโค้งการเปลี่ยนแปลงอัตราการเฉือน
การผสมส่วนใหญ่จะแบ่งออกเป็นการผสมแบบกระจายและแบบกระจาย
การผสมแบบกระจายใช้เพื่ออธิบายกระบวนการกระจายตัวของวัสดุ ซึ่งวัสดุจะถูกจัดเรียงใหม่อย่างต่อเนื่องและควบคุมภายใต้แรงกดของโรเตอร์สกรู
การผสมแบบกระจายใช้เพื่ออธิบายกระบวนการที่ขนาดของวัสดุเปลี่ยนแปลงไปเมื่ออนุภาคของวัสดุถูกยืดและตัดอย่างต่อเนื่อง วิธีติดตามอนุภาคถูกนำมาใช้เพื่อทำสถิติทางคณิตศาสตร์เกี่ยวกับพารามิเตอร์วิถี เช่น เวลาที่อยู่อาศัย ดัชนีการกระจาย สเกลการแยก และการกระจายความเค้นเฉือนสูงสุด เพื่อวิเคราะห์ความแตกต่างในประสิทธิภาพการผสมระหว่างสกรูคู่หมุนร่วมและสกรูคู่หมุนทวน
ประสิทธิภาพการผสมตามแนวแกน
การกระจายเวลาที่อยู่อาศัยเป็นตัวบ่งชี้ที่สำคัญในการวัดประสิทธิภาพการผสมตามแนวแกนของส่วนประกอบสกรู อธิบายการกระจายตัวของเวลาคงตัวของวัสดุในเครื่องอัดรีดแบบสกรูคู่ในสองรูปแบบ: ฟังก์ชันการกระจายเวลาคงตัวสะสมและฟังก์ชันการกระจายเวลาคงตัว ซึ่งแสดงตามลำดับโดยฟังก์ชันความน่าจะเป็นและฟังก์ชันความหนาแน่นของความน่าจะเป็น
1 การกระจายเวลาคงอยู่สะสม
กราฟการกระจายเวลาคงตัวสะสม (รูปที่ 10) อธิบายการกระจายความน่าจะเป็นสะสมของเวลาคงตัวของของไหลหรือวัสดุในเครื่องอัดรีด
ดังแสดงในรูปที่ 10 ในสกรูคู่ที่หมุนร่วม เวลาที่อนุภาคตามรอยออกจากรันเนอร์เป็นครั้งแรกคือ 1.00 วินาที เวลาที่อนุภาคออกจากรันเนอร์จนสุดคือ 54.82 วินาที และความกว้างของการกระจายเวลาคงอยู่คือ 53.82 วินาที
ในสกรูคู่หมุนทวน เวลาที่อนุภาคตามรอยไหลออกจากช่องแรกคือ 1.48 วินาที เวลาที่อนุภาคจะไหลออกจากช่องทั้งหมดคือ 59.80 วินาที และความกว้างของการกระจายเวลาพักอาศัยคือ 58.32 วินาที
กราฟการกระจายเวลาคงอยู่สะสมของสกรูคู่ที่หมุนร่วมนั้นอยู่เหนือเวลาคงอยู่สะสมของสกรูคู่ที่หมุนร่วม และเส้นโค้งที่สูงกว่าบ่งชี้ว่ามีอนุภาคจำนวนมากไหลออกจากช่องในช่วงเวลาที่กำหนด
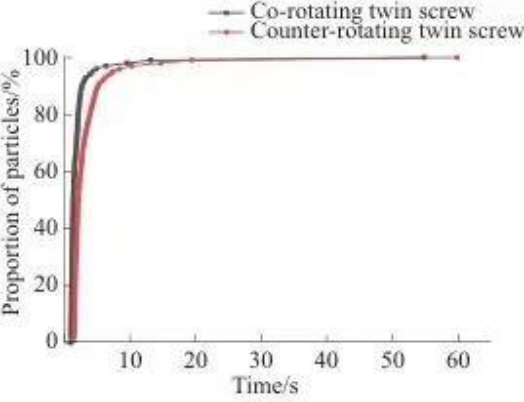
รูปที่ 10 การกระจายตัวของเวลาคงอยู่สะสม
2 การกระจายเวลาที่อยู่อาศัย
กราฟการกระจายความหนาแน่นของเวลาคงตัวจะอธิบายการกระจายความน่าจะเป็นของเวลาคงตัวของวัสดุในเครื่องอัดรีดในช่วงเวลาที่ต่างกัน ความหนาแน่นของความน่าจะเป็นที่สูงขึ้นหมายถึงความน่าจะเป็นที่มากขึ้นของการคงอยู่ของวัสดุในช่วงเวลานั้น ในขณะที่ความหนาแน่นของความน่าจะเป็นที่ต่ำกว่าบ่งชี้ว่าระยะเวลาการคงตัวค่อนข้างสั้นกว่า จากฟังก์ชันความหนาแน่นของความน่าจะเป็นของการกระจายเวลาที่อยู่อาศัย (รูปที่ 11) เป็นที่ทราบกันว่า:
ในสกรูคู่ที่หมุนร่วม อนุภาคส่วนใหญ่จะมีความเข้มข้นที่ 1.00 ถึง 1.99 วินาที และในสกรูคู่ที่หมุนสวนทาง อนุภาคส่วนใหญ่จะมีความเข้มข้นที่ 1.48 ถึง 2.97 วินาที เส้นโค้งที่สอดคล้องกันของสกรูคู่หมุนร่วมจะอยู่ทางด้านซ้าย และจุดสูงสุดจะสูงกว่า ซึ่งบ่งชี้ว่าความสามารถในการลำเลียงของสกรูคู่หมุนร่วมนั้นแข็งแกร่งกว่า สาเหตุของปรากฏการณ์นี้อาจเป็นเพราะในระหว่างกระบวนการอัดรีดสกรูคู่แบบหมุนร่วม วัสดุจะถูกบังคับขนย้ายไปตามเส้นทางรูปทรง "∞" ด้วยสกรู
ในการอัดขึ้นรูปด้วยสกรูคู่แบบหมุนสวนทาง วัสดุจะเคลื่อนที่เป็นรูปตัว "C" และผสมและทำปฏิกิริยาซ้ำ ๆ ในห้องรูปตัว C ส่งผลให้ใช้เวลาในการคงตัวนานขึ้น
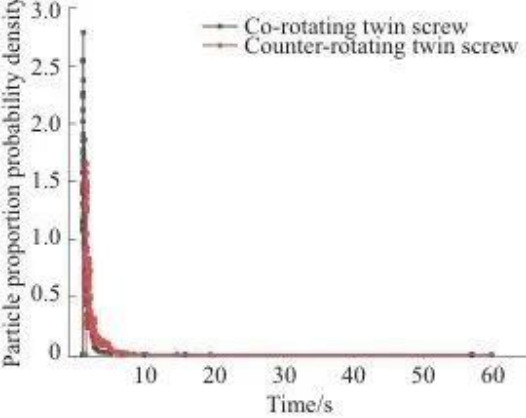
รูปที่ 11 การกระจายเวลาที่อยู่อาศัย
ประสิทธิภาพการผสมแบบกระจาย
1 ดัชนีการกระจาย
ดัชนีการกระจายจะอธิบายคุณสมบัติทางรีโอโลยีและพฤติกรรมการไหลของวัสดุที่อัดขึ้นรูป จะเห็นได้จากกราฟดัชนีการกระจาย (รูปที่ 12) ว่าความสม่ำเสมอในการกระจายของสกรูคู่หมุนทวนนั้นดีกว่าการกระจายตัวของสกรูคู่หมุนสวนทางกัน
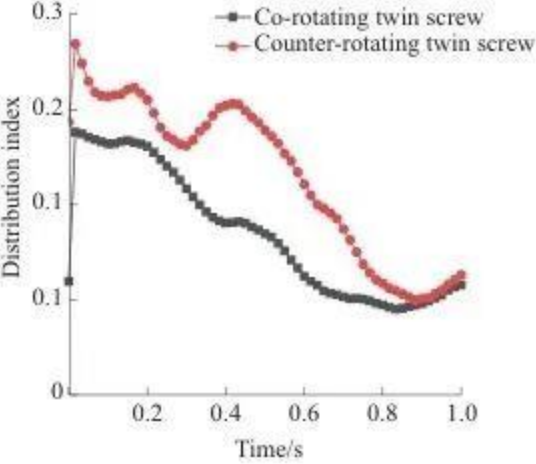
รูปที่ 12 ดัชนีการกระจายสินค้า
2 ระดับการแยก
เครื่องชั่งแยกส่วนแสดงลักษณะเฉพาะของกระบวนการผสมแบบกระจาย รูปที่ 13 แสดงเส้นโค้งมาตราส่วนการแยก ในช่วงแรก อนุภาคทั้งสองอยู่ที่ด้านใดด้านหนึ่งของทางเข้า ดังนั้นค่าสเกลการแยกจึงมีมาก เมื่อเวลาผ่านไป ระดับการแยกจะลดลงภายใต้เอฟเฟกต์การผสมสกรู เส้นโค้งลดลง ระดับการกระจายของอนุภาคพื้นผิวที่ผสมจะลึกขึ้นเรื่อย ๆ และมีปรากฏการณ์ความผันผวนในระหว่างกระบวนการ ซึ่งเกิดจากการรวมตัวของอนุภาคในระหว่างกระบวนการไหล
เส้นโค้งสเกลการแยกของสกรูคู่ที่หมุนร่วมจะอยู่ต่ำกว่าเส้นโค้งของสกรูคู่ที่หมุนสวนทางเสมอ ซึ่งบ่งชี้ว่ามีการกระจายที่สม่ำเสมอมากกว่า
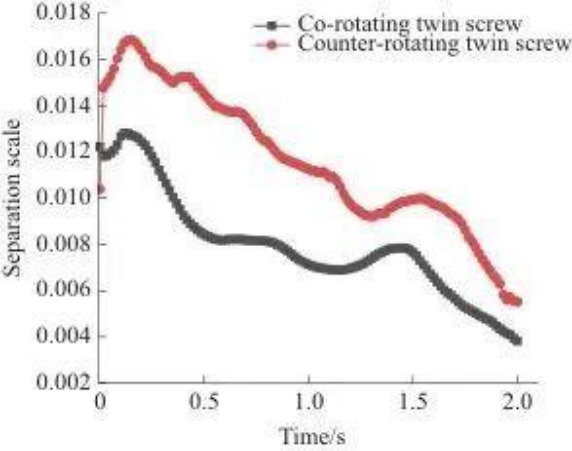
รูปที่ 13 ระดับการแยก
ในการอัดรีดแบบสกรูคู่แบบหมุนร่วม สกรูสองตัวจะหมุนไปในทิศทางเดียวกันและสร้างเอฟเฟกต์แรงเฉือนที่แข็งแกร่งที่จุดตาข่าย และวัสดุจะแลกเปลี่ยนหลายครั้งระหว่างสกรู ซึ่งช่วยให้เกิดการกระจายตัวที่สม่ำเสมอ
ในการอัดขึ้นรูปด้วยสกรูคู่แบบหมุนสวนทาง วัสดุส่วนใหญ่จะถูกเก็บไว้ในห้องรูปตัว C โดยมีวัสดุเพียงเล็กน้อยเท่านั้นที่ไหลออกจากช่องว่างที่จะถูกตัดและยืดออก การปิดผนึกทำได้ดี ลดการไหลของวัสดุในรางน้ำไม่สม่ำเสมอ และทำให้ส่วนผสมสม่ำเสมอลดลงด้วย
ประสิทธิภาพการกระจายตัวและการผสม
กระบวนการกระจายตัวและการผสมเป็นกระบวนการที่ขนาดอนุภาคลดลงเรื่อยๆ และแรงเฉือนและแรงดึงที่อนุภาควัสดุต้องเผชิญมีบทบาทสำคัญในกระบวนการนี้
ความเค้นเฉือนสูงสุดที่อนุภาคตามรอยประสบ บ่งชี้ถึงกระบวนการเฉือนที่อนุภาคตามรอยประสบในระหว่างกระบวนการอัดรีดแบบสกรูคู่ ยิ่งสัดส่วนของอนุภาคตามรอยได้รับแรงเฉือนสูง ผลของการกระจายตัวของสกรูก็จะยิ่งดีขึ้นเท่านั้น
รูปที่ 14 แสดงเส้นโค้งความน่าจะเป็นของความเค้นเฉือนสูงสุด ดังที่เห็นได้จากรูปที่ 14 เส้นโค้งที่สอดคล้องกับสกรูคู่ที่หมุนสวนทางนั้นอยู่เหนือเส้นโค้งของสกรูคู่ที่หมุนร่วม
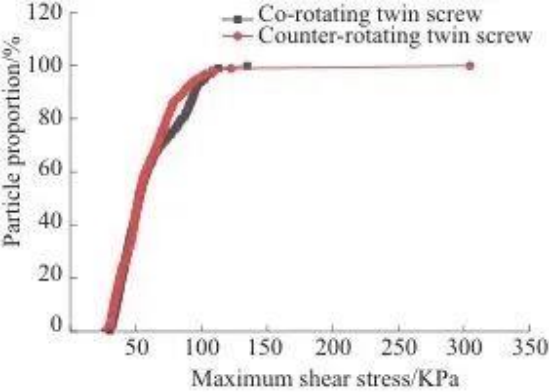
รูปที่ 14 ความน่าจะเป็นความน่าจะเป็นของความเค้นเฉือนสูงสุด
รูปที่ 15 แสดงกราฟความหนาแน่นของความน่าจะเป็นของความเค้นเฉือนสูงสุด จากรูปที่ 15 จะเห็นได้ว่าความเค้นเฉือนสูงสุดที่อนุภาคทนได้นั้นมีความเข้มข้นที่จุดสูงสุดของส่วนที่ยื่นออกมาของเส้นโค้ง
คุณลักษณะเส้นโค้งทั้งสองบ่งชี้ว่าสกรูคู่หมุนทวนมีความสามารถในการกระจายตัวที่แข็งแกร่งกว่า และสามารถรับแรงเฉือนและแรงดึงได้ดีกว่าสกรูคู่หมุนร่วม
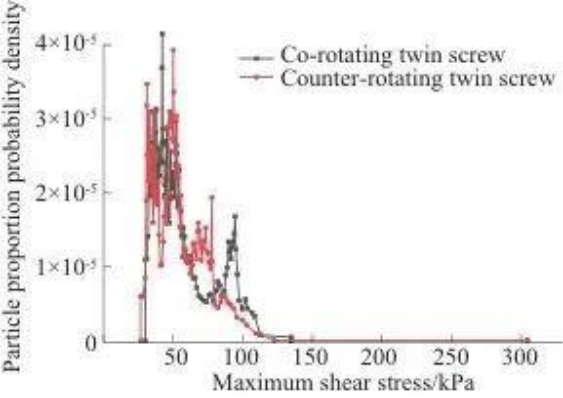
รูปที่ 15 ความหนาแน่นของความน่าจะเป็นของความเค้นเฉือนสูงสุด
การวิเคราะห์ผลการทดลอง
การวิเคราะห์การทดสอบแรงกระแทกแรงดึง
รูปที่ 17 และ 18 แสดงข้อมูลการทดสอบแรงดึงและการกระแทกตามลำดับ
ความต้านทานแรงดึงและแรงดึงที่จุดแตกหักของร่องวัสดุที่อัดโดยการอัดขึ้นรูปด้วยสกรูคู่แบบหมุนร่วมนั้นสูงกว่าการอัดขึ้นรูปด้วยสกรูคู่แบบหมุนทวนเล็กน้อย
การดูดซับพลังงานกระแทกและความต้านทานแรงกระแทกของเส้นโค้งวัสดุที่ถูกอัดโดยการอัดขึ้นรูปด้วยสกรูเคาน์เตอร์จะสูงกว่าการอัดขึ้นรูปด้วยการอัดขึ้นรูปด้วยสกรูร่วมเล็กน้อย
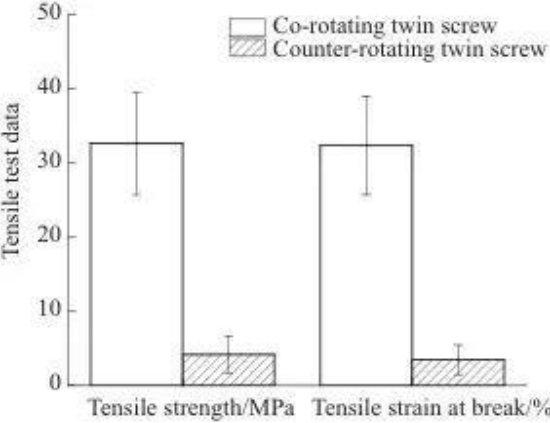
รูปที่ 17 ข้อมูลการทดสอบแรงดึง
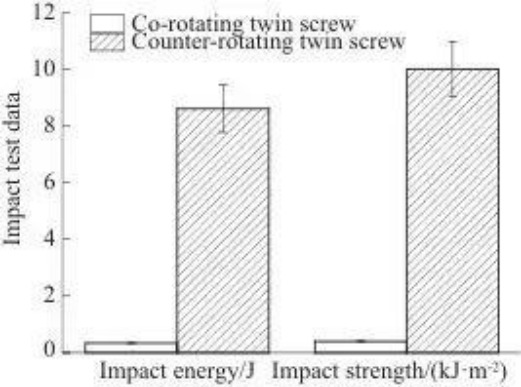
รูปที่ 18 ข้อมูลการทดสอบแรงกระแทก
ผลการทดสอบทางรีโอโลจี
โดยทั่วไปคุณสมบัติทางรีโอโลยีของโพลีเมอร์จะสะท้อนให้เห็นในโมดูลัสการสะสม (G') โมดูลัสการสูญเสีย (G') และความหนืดของคอมโพสิต (η*) โมดูลัสการจัดเก็บสะท้อนถึงความยืดหยุ่นของวัสดุ โมดูลัสการสูญเสียสะท้อนถึงความหนืดของวัสดุ และความหนืดคอมโพสิตสะท้อนถึงน้ำหนักโมเลกุล ความลื่นไหลของพอลิเมอร์หลอมละลายขึ้นอยู่กับความสามารถของส่วนโซ่โมเลกุลในการเคลื่อนย้าย การอัดขึ้นรูปด้วยสกรูจะเปลี่ยนโครงสร้างโมเลกุลของ PLA ส่งผลให้สายโซ่โมเลกุลแตกตัวและลดความหนืดลง
รูปที่ 19 แสดงเส้นโค้งของความหนืดคอมโพสิต η* พร้อมความถี่เชิงมุม จะเห็นได้จากรูปที่ 19 ว่า η* ลดลงตามการเพิ่มขึ้นของความถี่เชิงมุม
เนื่องจากความแตกต่างของโครงสร้าง สกรูคู่ที่หมุนทวนจึงมีความสามารถในการกระจายและการผสมที่แข็งแกร่งขึ้น และสายโซ่โมเลกุลก็จะแตกตัวเต็มที่มากขึ้น ดังนั้น η* ของวัสดุที่ถูกอัดด้วยสกรูคู่หมุนสวนทางจึงมีค่าต่ำกว่าของสกรูคู่หมุนร่วม
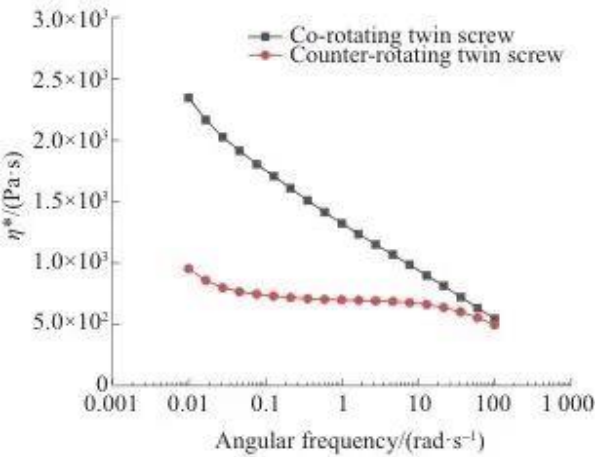
รูปที่ 19 เส้นโค้งของ η * ด้วยความถี่เชิงมุม
สรุป
ข้อดีของเครื่องอัดรีดแบบสกรูคู่แบบหมุนร่วม:
• สนามการไหล (โดยเฉพาะความดัน) ค่อนข้างคงที่
• ความสามารถในการผสมการกระจายที่แข็งแกร่งมาก ความสม่ำเสมอในการกระจายวัสดุสูง
• ระยะเวลาการคงตัวของวัสดุสั้นและประสิทธิภาพการลำเลียงสูงช่วยให้การประมวลผลวัสดุที่ไวต่อความร้อนและลดความเสี่ยงของการเสื่อมสภาพจากความร้อน
• ผลิตภัณฑ์ที่ผ่านการอัดรีดมีคุณสมบัติรับแรงดึงได้ดีกว่า
ข้อดีของเครื่องอัดรีดแบบสกรูคู่แบบหมุนสวนทาง:
• ความสามารถในการสร้างแรงกดดันที่แข็งแกร่งขึ้น (แต่ระวังความกดดันสูงในท้องถิ่นที่เป็นไปได้)
• แรงเฉือนที่รุนแรงมากขึ้น ความสามารถในการกระจายตัวและการผสมที่เหนือกว่า มันสามารถให้ผลการยืดที่แข็งแกร่งยิ่งขึ้น
• เวลาคงตัวนานขึ้นและกระจายวัสดุได้กว้างขึ้น เหมาะสำหรับกระบวนการที่ต้องใช้เวลาปฏิกิริยาหรือเวลาผสมเพียงพอ
• ผลิตภัณฑ์ที่อัดขึ้นรูปมีความต้านทานแรงกระแทกสูงกว่าและมีความหนืดหลอมเหลวต่ำกว่า (การแตกของโซ่โมเลกุลละเอียดมากขึ้น)
อ เครื่องแกนรังผึ้งอลูมิเนียม e จากซัพพลายเออร์เครื่องจักรแกนรังผึ้งอุตสาหกรรมที่มีชื่อเสียง โดยทั่วไปจะมีอายุการใช้งาน 10 ถึง 20 ปีภายใต้สภาวะการทำงานปกติ — ด้วยส่วนประกอบการสึกหรอที่สำคัญ เช่น ใบมีดตัดและโรงรีดที่ได้รับการจัดอันดับมานานกว่า 10 ปี โ...
View Moreการเลือกสิ่งที่ถูกต้อง การผลิตแผงรังผึ้งอลูมิเนียม สายการผลิตต้องมีตัวแปรหลักสามตัวที่ตรงกัน: ข้อมูลจำเพาะของแผงเป้าหมาย กำลังการผลิตเอาต์พุตที่ต้องการ และโครงสร้างพื้นฐานทางเทคนิคของโรงงานของคุณ หากเกิดข้อผิดพลาดข้อใดข้อหนึ่งและคุณเสี่ยงที่จะซื้ออุป...
View MoreYes — in most structural, fire-safety, and long-term durability applications, corrugated composite panels outperform standard aluminum composite panels (ACP) . The difference lies in the core: a corrugated aluminum sandwich structure provides a dramatica...
View Moreแผงแกนอะลูมิเนียม 3 มิติครองภาคส่วนสถาปัตยกรรมและการขนส่งที่มีความแข็งแรงสูง ที่ สายการผลิตแผงคอมโพสิตแกนอลูมิเนียม 3 มิติ ให้บริการสามอุตสาหกรรมอย่างกว้างขวางที่สุด: วิศวกรรมซุ้มอาคาร (ส่วนแบ่งตลาด 47%) , การผ...
View More
กลุ่มอุตสาหกรรม Tanshang Village, ถนน Ganghua, เมือง Jingang, เมือง Zhangjiagang, Jiangsu Prvince, China

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
ลิขสิทธิ์ © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. สงวนลิขสิทธิ์. ผู้ผลิตสายการผลิตแผงคอมโพสิตแบบกำหนดเอง






